
Custom Weatherproof Gaskets Guide
Waterproof gaskets provide reliable sealing solutions that prevent water ingress, protect equipment or outdoor electrical connections, and ensure long-term performance

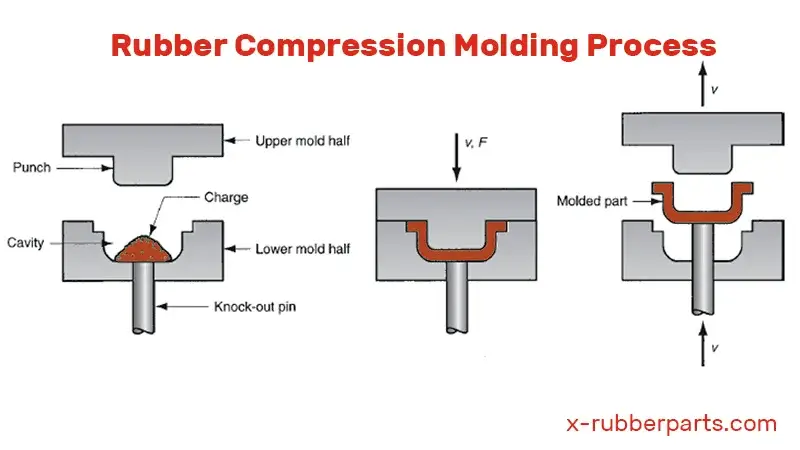
In compression molding, a precisely measured quantity of heated molding material is compressed within a heated mold’s shape, typically composed of upper and lower halves. The mold can comprise multiple components operating as a unified system during compression. Once the mold’s two halves meet, they form a cavity in the desired product’s shape.
Among various molding methods, compression molding was initially devised for synthetic materials, making it the most cost-effective choice for thermosetting materials.
Compression molding is a permanent molding process that is practical and commercially viable. The molds for compression molding can be reused for multiple production cycles.
The key steps involved in the compression molding process are detailed below.
There are three types of compression molds, listed as follows:
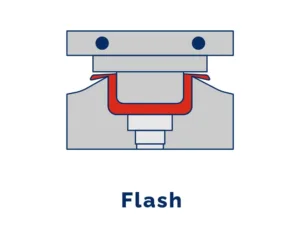
In the flash-type of compression molding, an excess of charge material is loaded, resulting in the generation of flash at the end of compression.
The flash produced is typically horizontal. If the mold is closed too slowly, it can result in heavy flash formation. On the other hand, closing the mold too quickly can lead to lower density in the molded part and reduced strength.
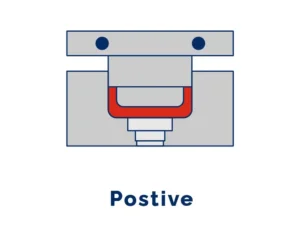
Positive-type mould is designed to create the exact shape and dimensions of the final product, it requires an accurately measured molding material. The structure of the positive mold is relatively complicated and the manufacturing cost is high. The upper and lower parts of the mold fit together perfectly to define the desired shape of the molded part. The operation technology requirements are high during pressing.

This is in between the other two methods of controlling flash and is the most expensive of the three. However, it combines the advantages of the two different mold types. The material can flash out during pressing but is subject to certain restrictions.
Both thermoplastics and thermosets are compatible with compression molding. They offer a wide range of material options that vary in terms of price and performance. Thermoset materials, on the other hand, include plastics and other polymers that become irreversibly cured when exposed to heat. This means they can only be molded or shaped once. The compression molding process induces a chemical transformation in thermosets that can’t be reversed or repeated. Common compression molding materials are as follows:
Thermoset resins: polyurethane, silicones, phenolic, unsaturated polyesters.
Thermoplastics resins: Polypropylene, Nylon, UHMWPE, HDPE, Acrylics
Elastomers: NBR, SBR, EPDM, FKM, Silicone Rubber
Fiber types: fiberglass, aramid, standard modulus carbon fiber, as well as other grades of carbon fiber.
Choosing compression molding for a rubber or plastic component manufacturing project offers numerous advantages. In addition to the typical benefits of molding parts such as excellent surface finish, versatile design options, and high product uniformity, compression molding provides the following advantages.
It is a low-cost operation and involves lower tooling costs
Compression molding is simpler compared to other manufacturing methods. It requires less infrastructure for tooling, making equipment and tools more straightforward. This typically means lower capital investment. Tools can be made from more cost-effective materials like aluminum or lower-grade steel, reducing costs. However, tools must withstand high molding pressures. The process is labor-intensive, but proper handling results in minimal mold wear, translating to lower maintenance costs and customer quotes.
It is good for large or thicker parts
As the compression molding process directly loads material into the mold cavity, it doesn’t have part weight limitations, except those determined by part design and equipment. As a result, this method is ideal for producing large parts that require a significant bulk of material to manufacture. In injection molding, part weight is constrained by injection barrel capacity.
It is cost-effective for small production runs
Compression molding is the cost-effective choice for small to medium-production runs, including prototyping and sampling before large-scale manufacturing. The lower capital cost for tooling and setup makes it an efficient option for producing smaller runs of parts.
It has no gates, sprues or runners
This form of moulding does not use gates, sprues or runners which are tooling features that materials have to pass through in other methods of production before entering the mould cavity. These can consume extra material and therefore cost and can also detract from the cosmetic requirements of a part.
Although there are many benefits to using compression molding, it does have its limitations, it also has a few disadvantages, such as:
It does not work well for complex parts
The product’s geometry is limited to enable ejection while ensuring the reuse of the mold. Compression molding isn’t the ideal process for manufacturing complex parts such as those with severely slanted angles, undercuts or some small details.
It has a long cycle time that causes slower process times
Because the thermal conductivity of rubber and resins is relatively poor, compression molding usually requires more time to bring the material to a cured state. Depending on the size of a part, a typical cycle can take around ten minutes. These slower processing times can affect production rates and costs in higher-volume projects.
It is difficult to control flash which leads to higher post-molding costs and material waste
During the compression molding process, it is necessary to push air out of the cavity using excess material to create a void-free part, which causes flash and burr issues and again increases material wastage. Even if the part size and weight is carefully calculated, it is inevitable. These have to be manually or mechanically cut off, meanwhile, the waste thermoset rubber or plastic generally cannot be melted down and reused.
Compression molding finds application across a wide range of industries. Below, we’ll explore common examples of products and components that incorporate compression molded parts.
Waterproof gaskets provide reliable sealing solutions that prevent water ingress, protect equipment or outdoor electrical connections, and ensure long-term performance

Mining operations rely heavily on efficient material handling systems to transport ores, minerals, and other bulk materials. Among the critical

In modern automotive design, headlamps play a crucial role in ensuring safe driving conditions, particularly at night or in poor

Tail light lenses are a critical part of the functionality and safety of a vehicle’s lighting system. These components are